


2004年我的导师费业泰教授开始与合肥工业大学校友Richard He合作开发便携关节式坐标测量机,是国内较早开展关节式坐标测量机研究的团队之一,当时费老师带领胡鹏浩和胡毅等几位老师及若干研究生从零开始攻关,研制了首台关节式坐标测量机原型样机。2006年6月本人加入这项研究工作,主要负责测量机误差建模和测量机参数标定和辨识方面的工作。初期仪器的研发工作还曾与中国船舶工业第6354研究所合作过一段时间。经过多年的持续研发,我们在关节式坐标测量机的创新精度支撑理论和仪器研发工程技术方面均积累了丰富的成果,本人先后主持4项与关节式坐标测量机相关的国家自然科学基金面上项目,2013年成功获批“便携关节式坐标测量机开发与应用”国家重大科学仪器设施开发专项(简称仪器专项),项目分别于2018年和2020年通过技术验收和综合验收。
天津大学叶声华院士曾经说过“关节臂仪器项目的顺利实施得益于费老师和合肥工业大学在仪器精度理论领
域积累的丰硕成果”。该项目历时近20年经过两代人的持续投入和潜心研发,完全掌握了关节式坐标测量机的核心关键技术和应用开发技术,实现了具有自主知识产权的关节式坐标测量机零的突破,该技术成果获中国仪器仪表学会科技奖一等奖。仪器专项在实施过程中得到合肥合锻智能制造股份有限公司、清华大学、重庆理工大学、北京信息科技大学等单位的全力支持,项目在申报过程中得到合肥工业大学夏豪杰教授的全力支持,项目实施过程中赵会宁、贾华坤等博士研究生及若干硕士研究生均做出了重要贡献,在此一并表示感谢!
关节式坐标测量机是一种大范围的应用于汽车制造、飞机装配、模具制造等领域的高精密几何量测量仪器。与传统正交式坐标测量机相比,关节类坐标测量机通常由6或者7个旋转关节串联而成,具有灵活性高、便携性好、测量范围大和适于在位测量等优点。其测角系统由安装在各旋转关节上的高精度角度编码器实现; 关节类坐标测量机采用光学扫描测头可实现被测件复杂曲面的非接触快速测量; 为得到精确的测量模型,还需研究多种建模和参数辨识方法和由不同国际组织制定的关节类坐标测量机的性能评价标准。针对上述关键技术,本文介绍了关节类坐标测量机的研究现状和技术进展,并对其未来
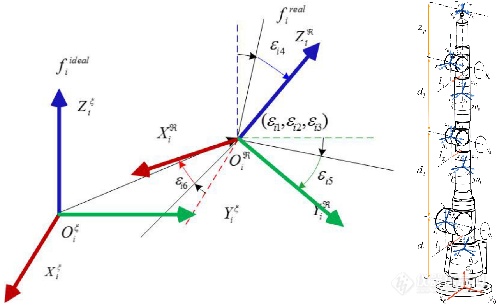
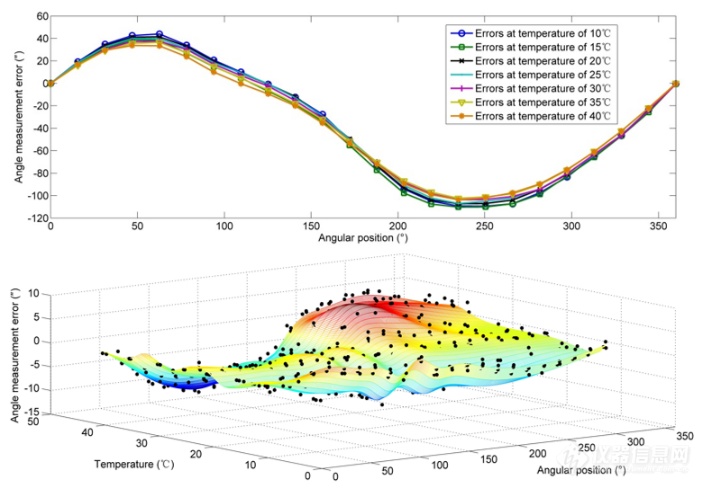
将阿贝原则拓展到角度测量领域,定义了测角阿贝误差的概念,提出了测角阿贝误差的修正方法,在修正测角阿贝误差的基础上进一步对测角误差进行修正,圆光栅传感器的测角精度得以显著提高,如图2所示。为探究圆光栅传感器各主要的误差作用方式和各项误差成分比重,开展了基于误差源分析的测角误差修正技术探讨研究,推导并验证了包括旋转主轴径向误差运动和光栅盘安装偏心的测角误差模型,并为精密轴系的设计和装调提供了理论指导作用;为进一步修正温度产生的测角误差,提出了基于傅里叶级数展开-遗传算法优化BP神经网络的方法,明显提高了圆光栅传感器的测角误差。
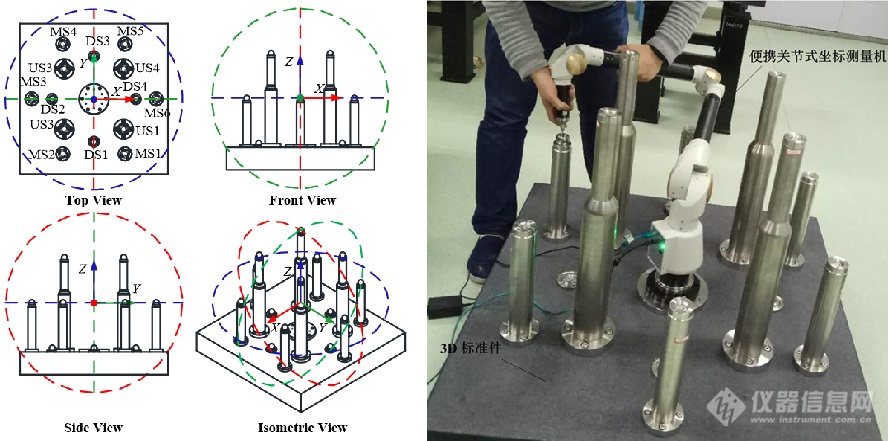
结合现行ASME B89.4.22-2004、VDI/VDE 2617-9和ISO 10360-12-2016标准,提出一种全新的全测量空间3D体约束的标定系统并首次建立了全空间综合误差标定模型,如图4所示。基于全测量空间3D体约束标定体,利用最佳采样策略,获取全空间标定数据集,建立了基于虚拟距离和单点双重约束的关节式坐标测量机全空间综合误差标定模型(结构参数误差和非结构参数误差),大幅消除了非参数系统误差、拟合误差,并根除了传统标准件位姿变化引起的变形误差,有效提升了标定精度和效率。该技术在机器人、极坐标测量仪器等误差修正方面具有普遍应用价值。
自主设计了6-DOF关节式坐标测量机的结构,其核心关键机械结构是精密旋转轴系。根据仪器测量精度的设计指标,选择高精密级轴承并依据轴孔配合原则合理设置公差带。制定零件加工质量检验规程,对旋转主轴等零件的关键部位尺寸使用正交式坐标测量机进行检验。利用热胀冷缩效应装配精密轴系,通过改变轴承预紧力实现对旋转主轴转动状态的调整,制定旋转主轴转动状态检验测试规程,利用自准直仪等仪器设备对旋转主轴的误差运动进行仔细的检测,评估精密轴系是不是达到最佳工作状态,如图5所示。
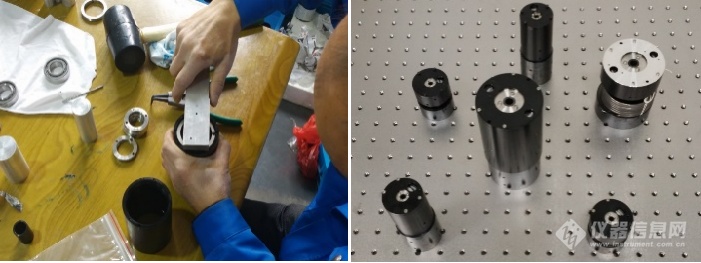
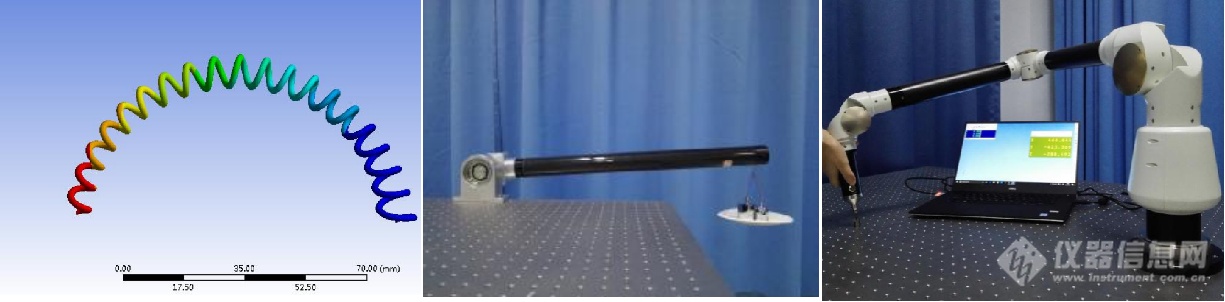
由于关节式坐标测量机是一款手持式精密测量设备,需要在靠近基座的第二个关节处安装力平衡系统以平衡仪器自身的重力,提高工人在长期操作仪器时的舒适性,降低操作疲劳,保障测量结果的准确性和可靠性。经公式推导、仿真分析、定量实验和仪器整机平衡性能验证,研发了可靠的关节式坐标测量机力平衡系统,如图6所示。
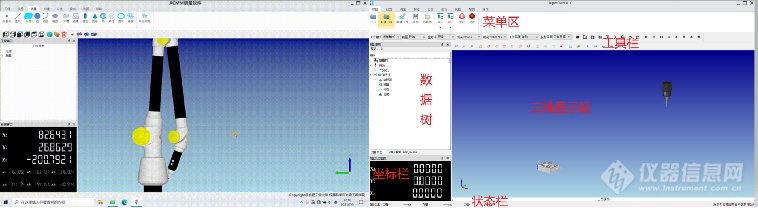
测量软件是仪器的重要组成部分,项目组以Qt软件为开发平台,结合OpenCasCade开发了适用于关节式坐标测量机的测量软件,完成直径、圆度、圆柱度、平面度等几何尺寸、形位公差的算法开发,并用标准测试数据与成熟商用软件进行比对,验证算法准确性。软件具备测量过程实时显示、数据存储、测试结果导出等功能,并方便进行功能扩展,如图7所示。
经上述关键技术积累,成功研制了测量范围为1.2m-3.6m共5种关节式坐标测量机,如图8所示。其单点测量重复性介于±0.018-0.036mm,长度测量重复性±0.049-0.119mm。

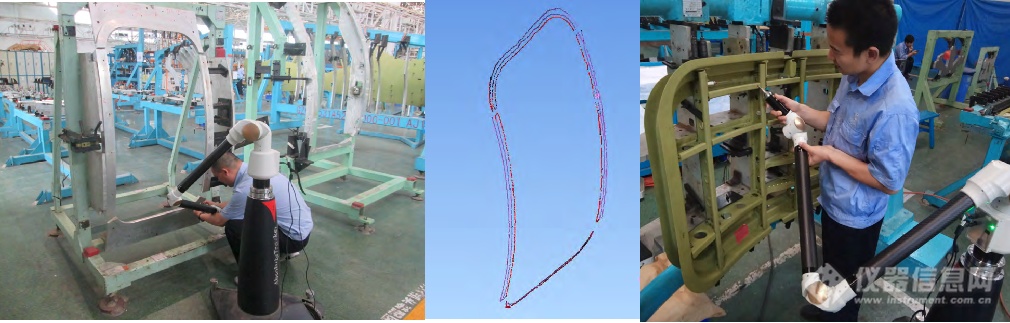
提出利用关节式坐标测量机对汽车冲压模具进行现场测量。通过在测量现场测量被测模具的多个关键点,把测量机的测量坐标系统一到模具自身设计的坐标系内,然后通过关节式坐标测量机测量得到各被测点坐标值,与其理论设计值比较,给出测量结果评价,也能够最终靠关节式坐标测量机的测量软件拟合测量得到模具模型,与其设计理论模型比较,得到模具的形变,根据其形变情况标定模具。
在使用关节式坐标测量机对焊接夹具做定位检测时,通过对夹具体检测基准的测量,采用与理论数模相拟合的方式建立坐标系,分别测量夹具体的各个定位销及定位面与三维数模的偏差,以判定该夹具是不是满足要求。
为保证汽车乘坐人员的乘坐舒适性,需要保证汽车座椅空间3D位置的精密安装。在车身边架设关节式坐标测量机,将其测头伸进车厢内,完成对隐藏在车厢内座椅关键点的位置测量,并经过测量车身各关键点,来判断座椅的安装是不是满足人机工程的要求。
关节式坐标测量机在汽车制造中的应用,解决了汽车零部件几何尺寸测量和定位安装现场检测的难题,提高了生产效率,保障了生产质量。

全超导托卡马克核聚变 实验装置(EAST)内部含有种类非常之多的关键零部件,每次放电后需要对其装配定位精度和形变进行精密测量。传统方法采用靠板、标尺等手段仅能进行定性测量。为解决核聚变装置内部核心部件装配定位测量难题,我们提出激光跟踪仪与关节式坐标测量机进行组合测量的模式,充分的发挥激光跟踪仪超大尺寸全局测量和关节式坐标测量机灵活、便携、无测量障碍点的局部测量优势。通过升级EAST大厅外部基准、构建内部基准,统一内外基准网,在EAST核聚变装置维护改造期间通过搭建测量系统,顺利完成核心部件装配定位测量和形变检测,为核聚变实验的顺利进行提供了必要保障,如图11所示。
中国石油集团渤海石油装备制造有限公司辽河热采机械制造分公司200.00万元采购磁粉探伤仪,X射线探伤...
江苏省苏力环境科技有限责任公司192.45万元采购搅拌器,液液萃取仪,快速溶剂萃取,气体采样器,气体...
钢研纳克成果入选市场监管总局“计量促进新质生产力发展”优秀案例和典型案例
珂睿科技参加上海慕尼黑分析生化展:Leo、Sco系列新一代UHPLC,感受智慧分析的无限可能
2027年产值达500亿!重庆印发传感器及仪器仪表产业集群高水平质量的发展行动计划
把握双碳机遇,HORIBA积极助力本土新能源汽车产业进程


